Here I am again, basically having printing issues with my new
Heacent 3DP03 Printer. The main issue it seems to be is that I just cannot get consistent, long-term flow though my 0.2mm nozzle. Either there is heat creep up the heat break that is softening the filament too early... or the inability for the hot end to maintain a stable temperature.
I usually need to run at higher temperatures to get sufficient flow of PLA to print. But eventually the extrusion "peters out" and pretty soon I am air printing.
The answer of course is to actively cool the heat break. And this is what I have done... but there are some issues...
- Space
There is VERY little room to fit a fan and duct
- Directional flow.
The hot end is so close that it will be hard to cool one, but heat the other
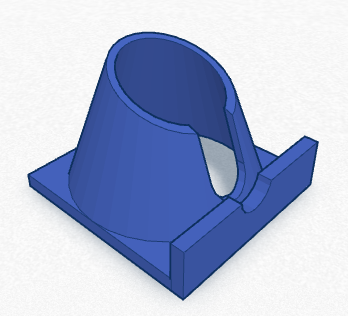
I have designed a small duct/bracket that I hope will work. The intent is to cool the heat break, but keep the hot end hot.
I will post some pictures when I have it printed and installed.
Overheating Melzi Board
Although it has never happened before, Alfred just froze in mid-print. This happened twice and it really seemed to be an issue with the CPU board components overheating. They already run insanely hot in ambient air, but the have never just stopped operating.
As a temporary solution, I rigged up a old CPU fan to constantly blow on the board. It definitely cooled the component, and the printer did not halt.
I think it may be wise to rig a permanent cooling solution for the motherboard. Perhaps an enclosed case with with a 40mmx40mm fan.
Melted Bed Screw Terminal Block Connector
I notice that I had a melted terminal block where the bed heating wires are connected to the motherboard.
At first I thought I had possibly shorted the heater, but after some research it seems to be a common problem. The apparent cause is loose wiring.
So, I have new screw connector and everything I need to fix the board. The only thing is to be careful not to lift the pads on the PCB.
And Unknown Nozzle Width
I was so frustrated with my 0.2mm nozzle that when it clogged, I decided to try and drill out a larger size orifice. While the task was easy, the result were a little off. The extrusion amount was now much more pronounced.
My original problem was solved... as I expected, 0.2mm is too small. It takes too high a pressure and temperature to be able to extrude effectively.
SO for no, I am experimenting with various nozzle sizes to get the best prints.
I will keep you posted.